
by Fronetics | Nov 19, 2019 | Blog, Logistics, Robotics & Automation, Supply Chain
Artificial intelligence is shaping the future of supply chain companies, helping to improve accuracy, speed, efficiency, and more. Here are 4 practical ways for supply chain companies to incorporate AI.
A recent Forbes article focused on how specific supply chain companies are making advances with artificial intelligence. And, with powerful stats like these, it’s easy to see why more and more companies are investing in AI:
- AI technology can enhance business productivity by up to 40%.
- 84% of global business organizations believe that AI will give them a competitive advantage.
- By 2025, the global AI market is expected to be almost $60 billion; in 2016 it was $1.4 billion.
- AI startups grew 14 times over the last two decades.
But after reading the Forbes article, I was left thinking about practical applications for AI within the industry. Here are four examples of how AI can be beneficial to your supply chain.
4 ways artificial intelligence can benefit your supply chain
1) Autonomous vehicles
We’ve all known for many years that driverless trucks have major potential to affect the supply chain. And though we aren’t there yet, if autonomous trucking can be developed to its potential, the technology would allow for faster, more efficient deliveries without the need for drivers.
“Autonomous vehicles are being fitted with cameras, sensors and communication systems to enable the vehicle to generate massive amounts of data which, when applied with AI, enables the vehicle to see, hear, think and make decisions just like human drivers do,” writes Suhasini Gadam for Medium.
As the cost of producing autonomous vehicles drops, the benefits for the supply chain increases. Aside from efficiency, reduced lead time, and route optimization, PwC’s new report shows the digitization and automation of processes and delivery vehicles will reduce logistics costs for standardized transport by 47% by 2030.
2) Final-mile delivery route efficiency
Route optimization software and AI-powered GPS tools are making their mark. And for good reason. Big-names like Amazon have left smaller businesses clamoring to keep up with their efficiency. In fact, Amazon is predicted to account for 50% of the entire e-commerce retail market in the U.S. by 2021.
AI is helping smaller brands compete with larger corporations by producing cost-effective technologies that end in lower overhead costs and higher quality customer service. AI provides prediction on delivery quantities, locations, and patterns for optimal delivery routes, including road conditions and other factors.
3) Demand forecasting
Machine learning has the ability to quickly identify patterns in supply chain data by relying on algorithms to find the most influential factors. The ability for machines to find data patterns without human intervention has applications across the supply chain.
In an interview with Forbes, Dr. Michael Feindt said:
“To help companies draw the right conclusions from the data they gather, businesses need to apply ML and AI technology designed to grasp the oncoming impacts of what’s happening everywhere in the moment and predict how demand and supply will look in the future. That means having algorithms that can evolve over time.”
AI makes it easier for brands to identify patterns in their supply chain and forecast the needs of their business to make internal processes more efficient, eliminate costs, and reduce loss of goods. The ultimate goal of AI is to forecast demand without excess production.
4) Chatbots for marketing and operational procurement
Chatbots are AI computer programs designed to conduct conversations, simulating how a human would interact. The program communicates with customers inside messaging apps, like Facebook Messenger.
Chatbots are relatively inexpensive, inherently low-maintenance, and surprisingly user-friendly — to both the buyers interacting with them and the vendors setting them up. They help website visitors find the information they need quickly, while gathering user data that is useful in marketing and sales efforts, all without taxing human resources. In fact, Chatbots Life reports that businesses can save up to 30% of costs associated with servicing customer requests by using a chatbot.
How is artificial intelligence impacting your supply chain?
Related posts:


by Fronetics | Oct 10, 2019 | Blog, Content Marketing, Logistics, Marketing, Robotics & Automation, Supply Chain
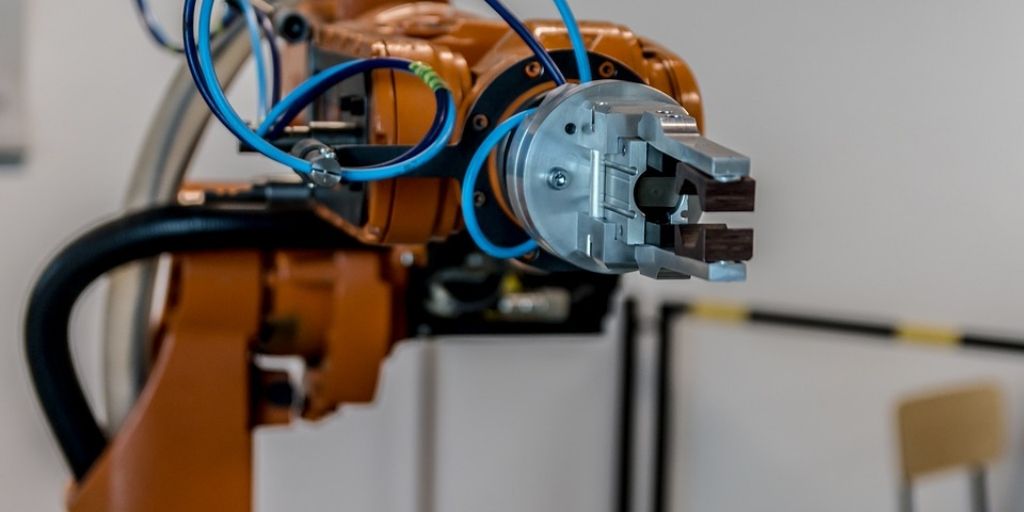
Supply chain companies are beginning to use robotics to boost warehouse efficiency and drive profits thanks to new automated technologies.
Highlights:
- High-res cameras, pressure sensors, navigation lasers, and acoustic warning indicators allow automated devices to navigate warehouses efficiently and autonomously.
- Robotics offers enhanced efficiency for both warehouse capability and predictive supply chain management.
- After major investments in automated fulfillment centers, Amazon has seen a 50% increase in capacity when compared to facilities that don’t use robotics.
A recent Information Services Group (ISG) study suggests that something big is happening: 72% of information services (IS) enterprises plan to increase their investment in robotics by the end of the 2019. Why? Because automation and IS are a natural fit.
Leading companies worldwide are beginning to use robotics to boost their warehouse efficiency and forecasting capabilities. And an improving price-to-performance ratio associated with robotics technology means that usage is sure to continue expanding.
The advantages of automation
New automated technologies are a game-changer. Until recently, available robotic devices were stationary and couldn’t interact visually with their surroundings or respond to unexpected inputs. Today, robots are mobile and collaborative. High-res cameras, pressure sensors, navigation lasers, and acoustic warning indicators allow automated devices to navigate warehouses efficiently and autonomously.
Recent technology upgrades include software that causes a robot to cease activity temporarily if it encounters an unexpected object or input, meaning that these devices can safely work alongside humans. Whereas earlier robots were used mainly to transfer objects from one place to another, more recent technology can enhance tasks ranging from managing inventory to retrieving, assembling, and packing orders.
Industry leaders have invested in automated warehouse management systems (WMS) with undeniable results. After major investments in automated fulfillment centers, Amazon has seen a 50% increase in capacity when compared to facilities that don’t use robotics. Amazon has even acquired the company that creates its robots, indicating Amazon’s confidence that the continued production and development of automated technology will play a big part in their future.
JD.com, China’s largest online retailer, has gone even further. Boasting the world’s first fully automated e-commerce warehouse, JD has equipped the 43,000-square-foot facility with 20 industrial robots that allow the company to provide same- and next-day delivery to more than 1 billion customers. Whereas a standard warehouse of that size would require nearly 500 workers, JD employs just 5.
Streamlining operational staff offers a big pay-off. On average, a warehouse employee wastes almost 7 weeks per year in unnecessary motion, which adds up overall to $4.3 billion in labor expenses. For employees, simply walking around in the warehouse accounts for 50% of the time involved in retrieving orders and checking inventories. Coupled with the potential for human error, the superior efficiency of robots makes it a question of “when?” rather than “if?” automation will become the new norm in parcel-sorting hubs and distribution centers.
Automated guided vehicles
The robotics revolution is already underway. One of the most widespread and effective uses of robots in warehouses is the automated guided vehicle (AGV). These self-driving vehicles are rendering expensive and single-use equipment like conveyor belts and large loading vehicles obsolete. Battery-monitoring systems send AGVs back to their charging ports when necessary, maximizing the efficiency of their operation. AGVs can be directed by voice or programmed to retrieve orders, guided by physical markers, magnets, and vision systems. In addition to navigating a warehouse floor more quickly and efficiently than human employees, AGVs are also capable of lifting and transporting much heavier weights, allowing for a larger number of orders to be retrieved in the same amount of time.
The advantages of AGVs run deeper than warehouse efficiency, however, and extend to logistics operations as well. AGVs track and update inventory records in real time as they retrieve orders. Ordinarily, the immense amount of data involved in running supply chains creates inefficiency and requires additional personnel to monitor inventory levels and place orders. The AGV integrates these tasks into a streamlined operation, as it can retrieve items as soon as order data is received and updates inventory levels instantaneously, even placing automatic purchases. This allows for improved forecasting and faster inventory refill.
Effi-BOT & Sawyer
That’s all very well in theory. But how does it work in practice?
DHL has led the pack in using robots to assist employees with repetitive and physically demanding tasks. Effi-BOT, an AGV that follows employees through DHL warehouses, takes over the physical work involved in picking orders. The use of Effi-BOT has allowed DHL to move from single-order picking to a multi-order model, and helps track complex inventory dynamics.
Another robot, Sawyer, has illustrated how automation can be used in flexible ways to accommodate ever-changing purchasing and order patterns involved in e-commerce. Sawyer’s collaborative capabilities allow it to handle repetitive aspects of the co-packing process. By adding Sawyer to its existing workforce, DHL has been able to use the robot to flexibly adjust to unpredictable order data.
Managing robotics
Typically, the inventory and performance data generated by devices such as Sawyer and Effi-BOT is aggregated in a dashboard that supply chain managers can use to check inventory levels and review automated requests sent from robotic devices to purchasing departments. By integrating data recorded in real time by automated devices, dashboards make larger and larger segments of the supply chain visible, allowing managers to pinpoint the source of problems, such as a delayed order from a supplier’s factory.
Robotics thus offers enhanced efficiency for both warehouse capability and predictive supply chain management. While the regulatory policies surrounding the use of robotics in the workplace are as yet uncertain, there can be no doubt that automation is already re-shaping the supply chain. Successful companies of the future will be the ones that find ways of taking advantage of new robotics technology today.
This post originally appeared on EBN Online.
Related posts:

by Fronetics | Sep 17, 2019 | Big Data, Blog, Data/Analytics, Internet of Things, Robotics & Automation, Supply Chain
Machine learning is shaping the future of supply chain and logistics management, improving accuracy, speed, scale, and more. Here’s how.
Highlights:
- Machine learning refers to an application of artificial intelligence that lets systems learn and improve automatically based on experience.
- Experts predict that 95% of supply chain planning vendors will rely on supervised and unsupervised machine learning for their solutions by 2020.
- When paired with the Internet of Things, machine learning can provide cost savings around $6 million per year.
When it comes to the future of the supply chain, machine learning is one of the most exciting applications of artificial intelligence (AI) technology out there today. Machine learning is a mode of data analysis that provides systems with the ability to learn and improve automatically from experience, without being specifically programmed.
Gartner recently projected that by 2020, 95% of supply chain planning vendors will rely on supervised and unsupervised machine learning for their solutions. Furthermore, it isn’t just expert predictions that demonstrate the impact and potential of machine learning for the supply chain. Amazon, for example, is using machine learning to improve accuracy, speed, and scale for its Kiva robotics, and DHL relies on machine learning to power its Predictive Network Management system.
So, what is it about machine learning that makes it ideally suited to meet the challenges commonly faced by supply chain companies? The answer lies in the fact that machine learning algorithms are brilliant at detecting patterns, anomalies, and predictive insights. This makes it the ideal technology to help supply chain companies forecast error rates, reduce costs, improve demand planning productivity, and increase on-time shipments.
Here’s how these remarkable technologies are already revolutionizing supply chain management.
7 ways machine learning is improving supply chain management
1) Logistic solutions
Particularly when it comes to resource scheduling systems, machine learning algorithms are driving the next generation of logistics technologies. An April 2019 report from McKinsey predicts that “machine learning’s most significant contributions will be in providing supply chain operators with more significant insights into how supply chain performance can be improved, anticipating anomalies in logistics costs and performance before they occur.”
2) Internet of Things
The Internet of Things (IoT)’s sensors, intelligent transport systems, and traffic data generate a tremendous variation in data sets. Machine learning has the potential to deliver increased value by analyzing these data sets, thereby optimizing logistics and ensuring that materials arrive timely.
Additionally, machine learning can reduce logistics costs by uncovering patterns in track-and-trace data captured through IoT-enabled sensors. A December 2018 study by Boston Consulting Group determined that pairing machine learning (specifically Blockchain) with the IoT can contribute to cost savings of $6 million per year.
3) Preventing privileged credential abuse
A recent article in Forbes points to privileged credential abuse as “the leading cause of security breaches across global supply chains.” Machine learning can prevent these abuses by verifying the identity of anyone requesting access, as well as the context of the request and, most importantly, the risk associated with the access environment.
4) Reducing fraud potential
In addition to reducing risk and improving product and process quality, machine learning can reduce the potential for fraud in the supply chain. For example, machine learning startup Inspectorio is a solution to the problems “that a lack of inspection and supply chain visibility creates, focusing on how they can solve them immediately for brands and retailers.” Their algorithm provides insights that instantaneously reduce the risk of fraud.
5) Reducing forecast errors
According to a recent report from Digital/McKinsey, “Lost sales due to products not being available are being reduced up to 65% through the use of machine learning-based planning and optimization techniques.” The same report observes that “inventory reductions of 20 to 50% are being achieved today when machine learning-based supply chain management systems are used.”
6) Detecting inconsistent supplier quality levels
Machine learning can help manufacturers combat one of the biggest problems they face today, namely a lack of consistent quality and delivery performance from suppliers. These technologies can quickly detect and address errors, as well as determine highest and lowest performing suppliers.
7) Preventative maintenance
Preventative maintenance is a tremendous strategic asset for the supply chain. And, when paired with machine learning, it “allows for better prediction and avoidance of machine failure by combining data from the advanced IoT sensors and maintenance logs as well as external sources,” according to the same Digital/McKinsey study mentioned above. Not only that, “asset productivity increases of up to 20% are possible, and overall maintenance costs may be reduced by up to 10%.”
The bottom line: machine learning is reinventing supply chain management
Not only has machine learning already realized tremendous value for the supply chain, but the very nature of this technology means that the possibilities are virtually endless. Algorithms continue to become more sophisticated, and, as new challenges arise, machine learning grows and evolves to meet them.
Related posts:
by Fronetics | Jul 25, 2019 | Blog, Manufacturing & Distribution, Marketing, Marketing Automation, Robotics & Automation, Supply Chain
Implementing robotics and automation for manufacturing can be costly and a challenge for public perception – but, ultimately, these technologies are crucial assets for the industry.
Highlights:
- Hurdles companies face concerning automation include public perception, potential safety hazards, and cost.
- However, robots actually make factories safer and protect human workers from having to perform dangerous tasks.
- Advantages of automation include decreased long-term costs, reduced error rate, improved productivity, and enhanced data collection.
As machine learning, or Artificial Intelligence (AI), gains sophistication and technologies continue to improve, supply chain companies are increasingly needing to evaluate the benefits and pitfalls of robotics and automation for manufacturing.
While current evidence suggests that experts are correct in predicting that automation will prove a significant competitive advantage, manufacturing companies are often faced with equally significant hurdles when it comes to implementing these technologies.
So, on balance, are robotics and automation for manufacturing assets, or do they present insurmountable hurdles? Let’s look at the case for each.
3 challenges of robotics and automation for manufacturing
1) Perception
When companies begin considering or implementing robotics and automation for manufacturing, they do so in the context of a public steeped in the kind of sci-fi lore that breeds hysteria on this issue. While public fears of Cylons and the like taking manufacturing jobs may seem like frivolous concerns, the battle that companies face when it comes to public perception is quite significant and should not be overlooked.
In addition to the more hysterical fears of robot uprising, manufacturing companies are faced with the need to combat negative public perception and employee fears when it comes to replacing traditional manual labor with capitalized assets. In short, the fear that “robots are taking our jobs” should not be underestimated as a challenge faced by companies considering manufacturing automation.
2) Dangers
In addition to cultural perceptions of robots as potentially threatening, there are real safety concerns when it comes to robotics and automation for manufacturing. A notorious accident in a Volkswagen factory in Germany, in which a worker was killed by a malfunctioning robot, has been widely reported in the media and serves as a cautionary tale about the dangers posed by automation.
Manufacturers seeking to implement automation are faced with the task of ensuring that factories remain safe for humans and robots to work collaboratively. This requires investment in safety features, as well as training and oversight.
3) Implementation costs
Perhaps the biggest hurdle to companies’ acquisition of robotics and automation for manufacturing is the cost. While these technologies are becoming more affordable, the high initial capital outlay presents a serious barrier, particularly for smaller and midsized manufacturers.
In addition to the costs of equipment, there are expenses associated with maintenance, compliance, software, and human worker training. Companies may be aware of the long-term benefits of automation but unable mount the initial costs or stomach ongoing expenses.
Robotics and automation for manufacturing: the case for overcoming the hurdles
Now it’s time to look at how these technologies are assets and whether it’s worth facing the challenges associated with implementing them.
Robots aren’t here to replace humans.
When it comes to combatting the public perception that robots will render humans obsolete, there’s one simple truth that sums it up best: robots will not replace humans. In fact, automation works best alongside human workers and maximizes the strengths of each, leading to enhanced employee value. Automation frees up human workers to work in their core competencies, focusing on strategic work, oversight, and administration.
Automation helps make factories safer.
While the dramatic examples of robots causing injury and death are harrowing, and deserve attention, it’s important not to sweep under the rug the fact that automation actually makes factories much safer for human workers. By performing tasks that put humans at risk, robots can remove workers from traditionally hazardous situations or exposure to harmful materials.
As these technologies develop, they are becoming increasingly safe and include provisions that facilitate working collaboratively with humans. Robotics can increase access to difficult or dangerous locations. Improvements in sensors, dexterity, artificial intelligence, and trainability are helping to ensure that robotics and automation for manufacturing are safe.
Automation as a value driver
While costs associated with implementation and maintenance may be significant, arguably, with the competitive advantages presented by robotics and automation for manufacturing, companies can’t afford not to automate.
Robots improve the speed and accuracy of routine operations, reducing costly error rates and increasing productivity. They decrease long-term costs, provide labor utilization and stability (particularly when labor is in short supply), and optimize picking, sorting, and storing times. The vastly improved data collection provided by automated manufacturing means reducing the frequency of costly inventory checks while increasing accuracy.
The bottom line: the hurdles presented by robotics and automation for manufacturing are well worth navigating.
Related posts:
by Fronetics | Jun 5, 2019 | Blog, Content Marketing, Logistics, Marketing, Robotics & Automation, Social Media, Supply Chain
When it comes to digital marketing, social media is here to stay. Here’s our four-step guide to leveraging social media for the robotics industry.
Highlights:
- Having a documented strategy is key to reap the benefits of social media marketing.
- Define your audience and establish concrete goals for social media campaigns.
- Set metrics and use data to adjust your strategy consistently over the long term.
The demand for high-performance robotic systems is growing steadily and showing no signs of slowing down. In fact, New Equipment Digest predicts that the robotics vertical within the materials-handling-equipment sector will grow by over 8%, reaching $20 billion by the year 2024. To capture the benefits of the sector’s growth, robotics companies need to invest in digital marketing. Social media for the robotics industry holds tremendous potential — if it’s leveraged properly.
In our work with clients across various verticals in the supply chain, including robotics, we frequently hear that they have been skeptical about the potential of B2B social media use. While social media management does require time and resources, robotics companies should absolutely be reaping the benefits of social media marketing.
Read on for tips on how to create a strategy and leverage social media for the robotics industry.
4 steps to developing a strategy for social media for the robotics industry
1) Define your audience.
For supply chain companies, one of the biggest predictors of success in a social media marketing campaign is a clearly documented strategy. A big part of that is defining your target audience. Chances are, you have some target buyer personas already. Keep these top of mind as you create your social media strategy.
What are the unique needs and challenges faced by your audience? Where do they go online for information? What are their goals? What do they value from you? The more you ask and answer questions about your audience, the better positioned you are to create a strong and effective social media strategy.
2) Determine your goals.
Next, consider what your goals are on social media. You’d be surprised how often this step gets skipped. Marketers are often pressed for time or resources and think of social media marketing itself as a goal, rather than defining specific, measurable objectives for their social media campaigns.
When it comes to social media for the robotics industry, common goals often include increasing brand awareness and authority, generating leads, or establishing thought leadership. But before you embark on a social media strategy, consider what your company specifically needs to achieve.
3) Define your metrics.
One of the best things about having documented goals for your social media strategy is that it helps you define what metrics you should be using to track your progress toward those goals. Measuring social media ROI is no easy task, but there are plenty of tools and strategies that can help. While your full list of metrics will be determined by the goals you set, robotics companies should be tracking at least these four metrics:
- Where traffic is coming from
- Revenue derived from posts
- Visitor behavior on your site
- Social media conversions
In addition to the analytics tools offered by social media platforms like Facebook, Twitter, Instagram, and LinkedIn, Google Analytics can give you a bird’s eye view of your social media efforts, as well as delving into detail on the metrics that matter most to you. For more, be sure to check out our guide to getting the most out of Google Analytics.
4) Choose your platforms.
Not all social media platforms are created equal. When it comes time to choose your social media platforms and create a strategy for each, it’s important for robotics companies to consider where their audience spends their time online (see step 1).
As you identify what social media channels are the best fit for your company, keep in mind that the characteristics of each platform should inform what content and how often you should be posting. Twitter, for example, lends itself to short-form, pithy content or links and frequent posting, while a more visual platform like Instagram only requires 1-2 posts per day.
Going forward: using your metrics to stay agile
Once your strategy is established, you can simply put it into place, start posting content, and forget about it, right? Wrong. Effective use of social media for the robotics industry requires ongoing evaluation and adjustment.
If you’ve defined the right metrics to track, the data you collect should help you determine where your efforts are successful and where your methods need to be adjusted. As you refine your strategy and learn the needs and preferences of your target audience, you’ll find that social media is an extremely effective tool for capturing leads, broadening your brand’s reach, and building your reputation.
Related posts:

by Fronetics | Apr 18, 2019 | Blog, Current Events, Manufacturing & Distribution, Robotics & Automation, Supply Chain
A McKinsey & Company report studied the impact of automation in manufacturing driven by rapid advances in robotics, AI, and machine learning.
Highlights:
- New robotics technologies are cheaper, faster, and smarter than before.
- 87% of hours workers spend in production could be automated with existing technologies.
- Learn what four factors to consider when making decisions about automation.
Since the industrial revolution, automation has been a major disruptor in manufacturing. Once again, a new generation of robotics and related technologies is reshaping the face of the manufacturing and distribution industries. In fact, American manufacturing has made a recent comeback, thanks in large part to the widespread use of automation and robotics.
Automation technologies that were once cost-prohibitive are now more achievable — and the return on investment is greater than ever before. The new generation of robots are not only far less expensive than their ancestors, but they are also more versatile, flexible, and able to learn new tasks, even those that were far too difficult for machines just a few short years ago.
Robots are now capable of, for example, “picking and packing irregularly spaced objects, and resolving wiring conflicts in large-scale projects in, for example, the aerospace industry,” according to a recent report from McKinsey & Company. Not only that, artificial intelligence is leveling the playing field between human and machine, and “increasing the potential for automating work activities in many industries. In one recent test, for example, computers were able to read lips far more accurately than professionals.”
Quantifying the impact of automation on manufacturing
McKinsey’s study, which covered 46 countries and about 80% of the global workforce, determined that a tremendous amount of working hours could be eliminated or repurposed by automation with technology that is already here.
The study found that “87% of the hours spent on activities performed by workers in production occupations are automatable — the most of any manufacturing occupation.”
And it doesn’t stop there. “Even among other occupations in manufacturing (for example, engineering, maintenance, materials movement, management, and administration), however, there is still significant opportunity, with approximately 45 percent of these working hours automatable as well.”
The cost and logistics of automating
In general, the study found that automation allowed wages to increase globally and profits to grow. The authors emphasize the fact that in order to capture long-term value from automation, manufacturers’ best bet is to implement technologies in phases, capturing value at each phase, allowing for future investment.
Many complex factors come into play when it comes to meeting the challenges associated with automation, deciding what to automate, and when to implement technologies to best capture long-term value. Cost is just one element, albeit an important one.
McKinsey suggests considering the following four factors when making decisions about what to automate:
- Technical feasibility
- Cost associated with developing and deploying necessary hardware and software
- Cost of labor and resultant “supply-and-demand dynamics”
- Benefits beyond labor substitution, such as increased output and quality, and fewer errors
An American manufacturing renaissance
The Association for Advancing Automation has predicted that “American manufacturing’s embrace of robotics will ensure a new manufacturing renaissance in this country.” Already, we’re seeing a steady trickle of companies reversing outsourcing trends, as it’s becoming profitable again for manufacturing to take place in the United States, rather than relying on cheap labor abroad.
As more operations embrace automation — and as we continue to witness rapid advances in robotics, AI, and machine learning — American manufacturers won’t be the only ones to reap the benefits. Many experts are predicting that automation in manufacturing will create new, better paying jobs.
Optimists include our own CEO Frank Cavallaro, who recently wrote: “From what I see now … I still feel optimistic that AI and automation will create leaner, more efficient operations that will, in turn, create new (even if different) jobs. To me, it still looks like the ones winning from the increasing technological advances in the manufacturing industry are, in fact, we humans.”
Related posts: