by Fronetics | Jul 1, 2014 | Blog, Content Marketing, Manufacturing & Distribution, Marketing, Strategy, Supply Chain
Think like a manufacturer
Gartner’s Jake Sorofman wrote a great piece about building a content supply chain. His advice for understanding what it takes to use content as a tool to grow your business: think like a manufacturer.
Why? Sorofman connects the dots:
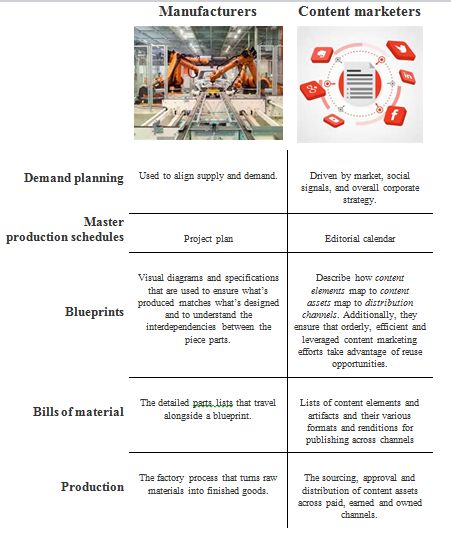
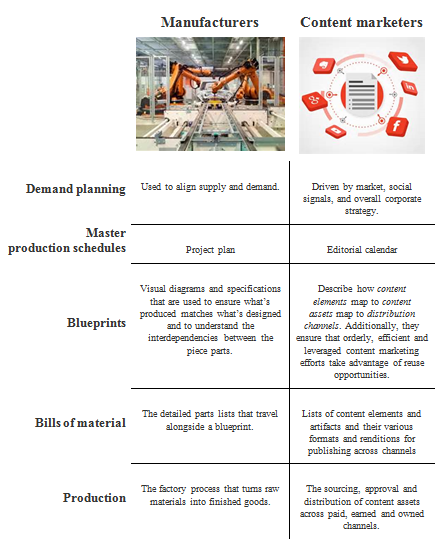
Manufacturing is actually an instructive example for what it takes to scale and sustain a content marketing program. Why? Because content marketing requires a replenishing pipeline of engaging content—a content supply chain—that helps feed the beast every day.
The following table (adapted Sorofman’s article) further illustrates the parallel between manufacturing and content marketing.
How can you successfully replenish your content supply chain and grow your business?
Strategy. As in manufacturing, strategy is essential when it comes to content. Without a strategy in place your content efforts will fall flat and will not help you grow your business. Want to learn more about creating a content strategy that will drive profitable customer action? Download our eBook: Grow your business with content: 12 steps to a content strategy.

by Fronetics | Jul 1, 2014 | Blog, Content Marketing, Manufacturing & Distribution, Marketing, Strategy, Supply Chain
Think like a manufacturer
Gartner’s Jake Sorofman wrote a great piece about building a content supply chain. His advice for understanding what it takes to use content as a tool to grow your business: think like a manufacturer.
Why? Sorofman connects the dots:
Manufacturing is actually an instructive example for what it takes to scale and sustain a content marketing program. Why? Because content marketing requires a replenishing pipeline of engaging content—a content supply chain—that helps feed the beast every day.
The following table (adapted Sorofman’s article) further illustrates the parallel between manufacturing and content marketing.
How can you successfully replenish your content supply chain and grow your business?
Strategy. As in manufacturing, strategy is essential when it comes to content. Without a strategy in place your content efforts will fall flat and will not help you grow your business. Want to learn more about creating a content strategy that will drive profitable customer action? Download our eBook: Grow your business with content: 12 steps to a content strategy.
by Jennifer Hart Yim | Jun 26, 2014 | Blog, Internet of Things, Logistics, Manufacturing & Distribution, Marketing, Social Media, Strategy, Supply Chain

This article is part of a series of articles written by MBA students and graduates from the University of New Hampshire Peter T. Paul College of Business and Economics.
Supply Chain Management will use the Internet of Things to improve factory workflow, increase material tracking, and optimize distribution to maximize revenues.
“Clap on “(clap, clap), “Clap off” (clap, clap), “the Clapper”!!
When introduced in 1986, “The Clapper” light switch was considered a significant breakthrough in home automation. Today, with advances in communication, sensors, and internet-connected devices, you can change the temperature of your home, your lights, appliances, and security system all from your smartphone — from anywhere in the world. This is just one simple example in the growing “Internet of Things” technology. The potential is enormous, not just in home automation but in industrial applications like manufacturing and distribution.
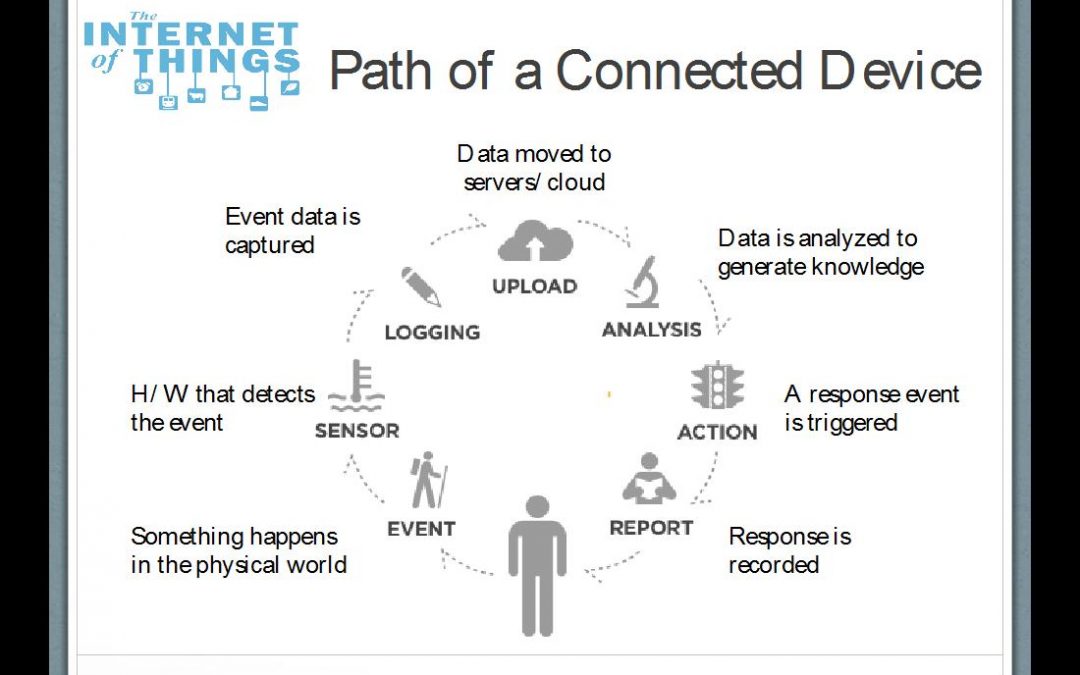
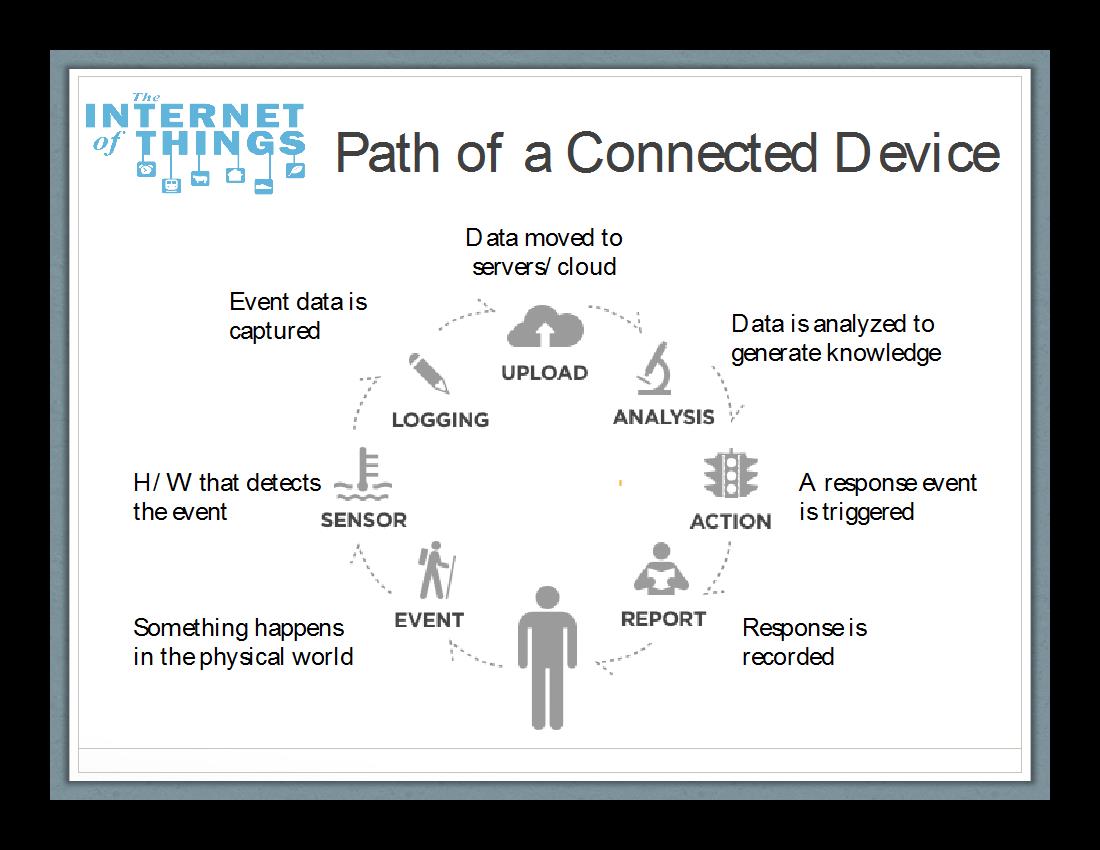
The Internet of Things (IoT) is broadly defined as the merging of the physical and digital worlds. It’s a scenario in which people and/or objects can be uniquely identified with the ability to share information over a network without any actual conscious intervention. The data is automatically transferred, analyzed, and used to trigger an event. Figure 1 below demonstrates how one of these devices functions and interacts with the Internet and other devices.
Figure 1.
The IoT and Supply Chain Management
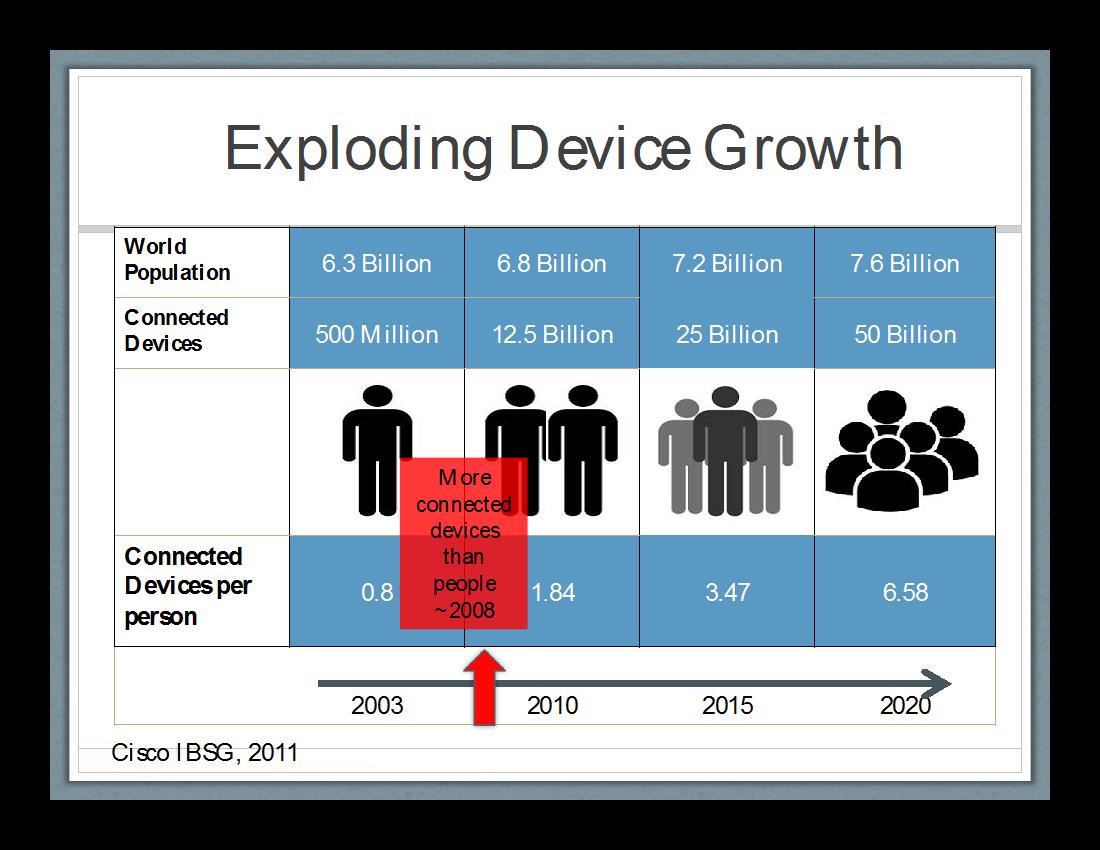
While many of us may be familiar with recent advancements in home automation, like the Nest thermostat, the real impacts of IoT will be in Supply Chain Management. Recent reports by Cisco, IDC and Gartner all claim that a significant increase in the number of devices making up the Internet of Things will have a profound impact on how future supply chains will operate. The 2011 Cisco report predicts there will be 50 billion connected devices globally by 2020, or about 6.5 devices for each person, up from only approximately 2.5 today (see figure 2). More active devices means more available data — to the point where they will be ubiquitous and transparent in our every day lives.
Figure 2.
Impacts to supply chain will be broad and far-reaching, utilizing Big Data to gather and analyze information across the entire process.
Some IoT devices have been in place for some time, such as commercial telematics now used in trucking fleets to improve logistics efficiency. Other commercial type applications — like fabrics that use sensors within clothing and industrial fabrics to monitor human health or manufacturing processes — are just being developed now.
Mark Morely of GSX, a leading provider of monitoring and management solutions, recently discussed three key impacts he believed IoT would have on the Supply Chain industry: Pervasive Visibility, Proactive Replenishment, and Predictive Maintenance. This is a great way to explain the immediate benefits, so I will summarize Mark’s description and expand with some real-world examples.
Three key impacts the IoT will have on the supply chain industry
1) Pervasive Visibility
Mark describes this as the ability to track and monitor a shipment in real time using a combination of sensors (RFID), connected devices, and communication channels (3G/4G, GPS, internet). It provides the ability to have real-time transit status, including location, temperature, and diagnostics — far more information than legacy infomatics provided.
One great example I found is from a company called Purefresh, who are at the cutting edge of Supply Chain IoT technology. They offer not only real-time shipment condition tracking, but also the ability to model and develop transit routes to optimize freshness in perishable cargo — taking into account environmental elements, such as ozone, atmospheres, and temperature. They indicate that an estimated “30% to 50% (or 1.2-2 billion tons) of all food produced on the planet is lost before reaching a human stomach.” IoT advancements will not only better optimize transit flow but also better serve humanity.
2) Proactive Replenishment
It’s the capability to automatically recognize the need to order and restock a product on a “machine-to-machine” basis, reducing the need for human interaction. The most common example is that vending machines will know when it’s out of or low on a Snickers bars and immediately trigger an alert to reorder them, instead of waiting for a service person to check on the vending machine and reorder products manually. The result is less human intervention, quicker replenishment, better sales forecasting and ultimately increased revenues. Oh, and many more happy office workers who really need a mid-afternoon sugar rush!
Opportunities for this technology go far beyond the candy vending machine though. Industries with time critical inventories like hospitals and pharmacies can better maintain supplies by supplementing human inventory control with real time use tracking. A much less critical but more broadly used application comes from Coke’s Freestyle fountain soda machine. It’s about the same size as the existing vending machines but it can dispense 126 kinds of flavors, offering an almost infinite amount of combinations. It uses Radio Frequency ID (RFID) cartridges that store the concentrated syrups in the machine. The RFID chips detect how much of each syrup it has and what combinations are being used. When it detects that it needs supplies, it transmits the information to both Coca-Cola and the storeowner including what has been sold, a record of when sales occurred, troubleshooting information, and service data. As a result, soda sales and customer satisfaction increases, all with less effort by the storeowner.
3) Predictive Maintenance
This application is closer to the true machine-to-machine communications the IoT was intended for. From large-scale manufacturing to diagnostics on the family minivan, predictive maintenance utilizes sensors and connected devices to monitor and react to issues. This self-diagnosis capability can detect a potential issue before there’s a failure, order a replacement part, and even schedule maintenance to avoid costly downtime.
Not only does predictive maintenance help keep factories running longer and the family minivan from unexpectedly breaking down, it can improve efficiency throughout the whole supply chain. If equipment manufacturers constantly receive service data from factory equipment, they can better trend problems and focus on those issues for future products. Parts depots can better forecast inventories and determine consistent safety stock levels. IoT, in this example, is a true B2B (business to business) — automating the communication between businesses on every link of the chain.
In relation to home automation, predictive maintenance will become integrated into our everyday lives. Appliances will become smarter, more efficient, and easier to monitor. Internet-connected sensors will be embedded into everything from refrigerators to washers/dryers and HVAC systems. So much so that companies like GE are investing heavily into these technologies, in both commercial and industrial applications. These connected appliances will perform self-diagnosis, determine the most cost-efficient time to operate, and even automatically order maintenance parts like furnace filters when needed. Imagine getting an alert on your smartphone that your forced hot air furnace needs a new air filter, and it has already been ordered through your Amazon account. It just saved you effort in remembering to check the filter and ordering it — leading to a cleaner, longer-lasting, and more efficient furnace.
So, why isn’t IoT here yet?
It’s close but there are still hurdles to overcome. In recent years, advances in sensor technologies, 4G communications, and cloud computing has made achieving Internet of Things capabilities even more possible. But for companies in the Supply Chain to leverage these opportunities, they will need to expand investment into cloud-based platforms that can support scalable devices and data-analysis services.
Critical to IoT’s success will be the necessary “middleware” software communication protocols to link all these devices. Companies like ProSyst and open-source SW projects like OPENIoT are pioneering these capabilities. But even with this progress, agreements on industry standards will be key to long-term platform success.
Having a common IoT protocol will be necessary to link the physical and digital worlds on a consistent and economical basis. Understanding the need for standards and common architectures, Intel has led the way by recently creating the not-for-profit Industrial Internet Consortium (IIC) with other vested companies like AT&T, Cisco, GE, and IBM. The connected Supply “Chain” will become exponentially longer once these common standards are in place.
The Internet of Things trend is quickly approaching and will impact the way we live and work through increased productivity and efficiency. Supply Chain Management will continue utilizing these advanced technologies to improve factory workflow, increase material tracking, and optimize distribution to maximize revenues.
In 1986, I recall how innovative I thought the Clapper was — I couldn’t have imagined how connected we would become only 28 years later. And the next 28 will be sure to amaze.
Steve Mondazzi is a Principal Master Planner in the Defense Contracting industry. After 20 years’ experience in project management and schedule development, he decided to further his education by recently earning a Masters in Technology Management at the University of New Hampshire. He’s a certified PMI Project Management Professional, an entrepreneur, and an avid lover of all things technology. He currently resides in Massachusetts with his wife, two teenagers, and an excessive collection of headphones. Steve can be contacted via his Twitter account @schedulepro or through LinkedIn.
Related posts:

by Jennifer Hart Yim | Jun 19, 2014 | Blog, Logistics, Manufacturing & Distribution, Strategy, Supply Chain

Entrants to the market need to understand the barriers to entry and problems with management and transparency within the pet food industry supply chain.
This article is part of a series of articles written by MBA students and graduates from the University of New Hampshire Peter T. Paul College of Business and Economics.
The pet food industry is a market that boasts $21.57 billion dollars in sales in the United States (2013). With 95.6 million cats and 83.3 million dogs owned in the United States, it is no wonder that there is such a large market for the food that the self-proclaimed “pet parents” feed them. However, it isn’t all good news for aspiring entrants, as they must first understand the supply chain that dictates this growing industry.
To manufacture, or not to manufacture
When a pet food company chooses to produce a product, they essentially have three options: 1) manufacture it themselves, or choose a co-packer who will either 2) use a private label or 3) manufacture the food to the specifications of the brand.
A contract packer (co-packer), otherwise known as a contract manufacturer, is a company that manufactures and packages foods for their clients. The manufacturer works under a contract with the hiring company to manufacture the pet food as though the hiring company was doing it themselves.
Co-packers can manufacture several different brands and for several companies at once. An example of a co-packer would be C.J. Foods, Inc. with manufacturing plants in Bern, Kansas, and The Pawnee City, Nebraska. According to C.J. Foods Inc., the company produces over 300 varieties of animal foods, including dog, cat, reptile, and exotic bird.
Companies typically outsource to another entity for production due to cost savings, rather than building their own plant. Additionally, they can focus on their own core competence, whether it is marketing, sales, etc. The manufacture’s core competency is production, and they have the experience and knowledge to produce the pet foods already. However, there can be many challenges associated with the management of pet food supply chains and co-packers in particular.
The challenges with co-packers
As the pet food market grows and becomes more complex, the sourcing of ingredients becomes more complicated.
Foreign suppliers source products from numerous small farms, and identities become lost and commingled. Unfortunately, brands are relying on these suppliers to meet food-safety criteria.
Additionally, these brands typically rely on audits of suppliers by private third-party companies that carry no guarantee. An example of this would be Kellogg and Peanut Corporation of America (PCA). Kellogg had PCA audited by AIB international, and PCA passed with a superior rating. However after the recall (explained in detail below), the FDA found leaks and rodent infestations within the plant.
Pet food industry product recalls
There have been two major recalls within the pet food industry in recent years.
One, the largest in history, was the ChemNutra recall in 2007. Two Chinese export firms sold wheat gluten bags tainted with melamine to Las Vegas-based ChemNutra, “the Chinese ingredient specialist importer.” ChemNutra then sold the tainted wheat gluten to pet food makers under false certificates of analysis. As a result, 5,300 pet foods were recalled, and thousands of cats and dogs were injured/killed. Owners of both the Chinese companies and ChemNutra pleaded guilty to various misdemeanors involving the mis-branding of food and conspiracy to commit wire fraud.
The second recall involves a 2009 salmonella outbreak in the Peanut Corporation of America’s plant in Blakely, Georgia. PCA knowingly shipped salmonella-tainted products across the country to many manufacturers, including those in the pet food industry. Along with the shipments, they sent certificates of analysis that indicated the product contained no salmonella, but they had yet to receive the test results (which were positive). This resulted in 3,200 pet food products being recalled, 8 deaths, and 500 illnesses. A 76-count indictment charged four former officials at PCA with numerous infractions relating to salmonella-tainted peanuts and peanut products.
These two examples are the horrific results from a lack of control over the supply chain within the manufacturing of pet foods. The consequences of these recalls, first and foremost, can cause the injury and death of both pets and people. Beyond that, there is implicit lost brand trust, consumer demand decrease, headaches for retailers/wholesalers, and severe cost increases for the company.
Solution: Improving supply chain management
Given the information above, it is essential that companies proactively work to avoid recalls through better management of the supply chain.
Co-packers become problematic when an ingredient or plant is infected because that trickles down to the many different brands and companies for whom they manufacture. That is not to say that pet food companies should never use a co-packer, especially because the cost-saving benefits can be so great. Pet food companies, however, should do their research prior to choosing a co-packer.
If you are using a private label, know where the co-packer is sourcing its ingredients. If you are not using a private label, you need to ensure you know the suppliers with whom the co-packer is working. The same rule applies if your pet food company has its own manufacturing plant, as well.
Secondly, pet food manufacturers can supplement third-party audits of co-packers’ plants with their own inspection and testing of ingredients and plant surfaces.
As a consumer purchasing these foods off the shelf, attempt to do your research, too. Although you may not be able to see exactly where products are coming from due to confidentiality of competitive sourcing, you can choose brands that have a commitment to transparency and educating the consumer on where their ingredients are sourced from. An example of this would be Natura Pet Products, which launched its “See Beyond The Bag” campaign. This part of their interactive website allows consumers to click on any product and view where in the world any specific ingredient in the product is being sourced from. Additionally, consumers can educate themselves on how Natura ensures a quality manufacturing process.
In conclusion, pet food manufacturing can be a difficult industry if a company is not well versed in the associated challenges. If a tight reign is held over the supply chain and quality manufacturing follows, the pet food industry is a growing market with a bright outlook for companies vying to do business within it.
Mikayla Cadoret recently completed her MBA at the University of New Hampshire – Paul College of Business and Economics. She is an experienced sales representative and is interested in pursuing a career in marketing or supply chain management. She can be reached at [email protected].

by Jennifer Hart Yim | Jun 5, 2014 | Blog, Manufacturing & Distribution, Strategy, Supply Chain
This article is part of a series of articles written by MBA students and graduates from the University of New Hampshire Peter T. Paul College of Business and Economics.
By now we have all heard the story of GM’s faulty ignition switches that are being linked to thirteen deaths and thirty one front-end collisions. The ignition switches in car models: Chevy Cobalt; Chevy HHR; Pontiac G5; Pontiac Solstice; Saturn Ion; and Saturn Sky, lacked the torque specs required by GM engineers. Heavy key chains, bumpy roads, or an accidental knee hit were all reasons reported that could cause the ignition switch to rotate to the off or idle position. Once this happened, the driver would lose control and the air bags would fail to deploy if a front end collision occurred. A total of 2.6 million vehicles were recalled, of that 2.2 million were in the United States. For this type of recall, GM was not requiring vehicles to go back to the manufacturer or be disposed. Rather, a more robust key ignition was distributed to all authorized GM dealerships and customers were told to bring their cars to the local dealership and a new ignition switch would be put in for them.
Despite the massive recall and all the negative publicity that goes along with such an event, GM still posted positive numbers in their quarterly earnings. GM posted an operating income of $0.5 billion for 1Q14, which is included the $1.3 billion recall-related charge. Furthermore, GM controlled approximately 17% of the U.S. market share. After the ignition switch incidents started to gain traction, GM swore to reorganize their global engineering department, and they did. So, if GM’s sales profitability is surviving, their negative press contained, and their market share intact, what exactly went wrong?
Two-thirds of General Motors automotive costs in 2014 are from supplier sourced parts. However, this was not always the situation. Back in 1999, GM underwent an extensive effort to disassemble their vertical integration in hopes of reducing overall costs. At this time, Delphi Automotive was owned by GM, but separated during the same year. For decades, GM was Delphi’s only customer, and even when Delphi executives knew GM was going to make them a public company, they were only able to move 22% of their business to other customers. When GM officially made Delphi a public company, 82.3% of their shares went to GM shareholders. That means that only 17.7% of Delphi was sold to public investors. In order to survive as a company, Delphi had to start making cost reduction decisions. To do this, companies often lay off employees and make cheaper parts, Delphi was no different. Now during this same time period, GM executives were focused on focused on costs reductions and were driven by numbers, hence the selling off of Delphi. It should be noted that if a company sells off their single largest parts supplier, fully aware that the move may cause the supplier to go belly up, there will be some strained relationships. Delphi was now thrown into a position where they must compete with other parts suppliers for GM’s business. An important part of the deal GM made when selling off Delphi was to keep all current supplier contracts. In addition, GM gave Delphi the opportunity to match any competitor’s bid until 2002. The earliest model of a recalled GM car was 2003.
Strained supplier relationships are not ideal for business, but should not affect the quality of a product, such as an ignition switch. Let’s fast forward to 2008. Delphi had declared bankruptcy three years prior and GM was beginning to pull them out of their financial burden. A contract was found between GM and Delphi that was drafted in 2008. The document is a little difficult to follow, but there are a few interesting lines in Section 5.09 Product Liability Claims. It appears that, GM said they would share the blame with Delphi for any claims against them. However, GM would not be held responsible if one of Delphi’s parts, or a part made for Delphi by a third party, fails. The contract continues on to say that GM would pay any legal fees if a claim was made against Delphi, but Delphi must defend GM through a potential lawsuit. This contract was drafted and signed in 2008, during which Delphi was bankrupt, so it appears they had little negotiating power.
This raises concerns specifically about the ignition switch specs. It came out that GM officials knew the ignition switch they purchased from Delphi was not up to their standards. After some more research, an email transaction between Delphi officials in regards to the plunger, the vital part that holds the key slot in place with a spring, and the ignition switch. At the end of the document, the original engineer drawings are attached. From the technical drawings it can be seen that Delphi did in fact outsource the design specs, and possibly the manufacturing, for the plunger design. Another document, that was preceding the email transaction, appears to inform GM that the plunger part was changed and the responsibility of the supplier is “closed”. This could have been a legal move meant to save Delphi if any claims were made related to these parts.
After all of this evidence, where does the blame lie? It would appear that GM used their powers to force Delphi into a contract that held them responsible for any claims against their products. While Delphi did warn GM that the torque requirement for their ignition switch did not meet GM’s requirement, it is unclear whether or not a verbal warning will play into the legal battle. This case is currently ongoing, and it will be interesting to see how it plays out.
Connor Harrison holds a B.S.M.E and MBA from the University of New Hampshire.
by Fronetics | May 1, 2014 | Blog, Content Marketing, Logistics, Manufacturing & Distribution, Marketing, Social Media, Strategy, Supply Chain

By launching a new digital, social media, and content marketing strategy, Cerasis saw a big, positive impact on its bottom line.
Companies within the manufacturing, supply chain, logistics, transportation, distribution and freight industries have been slow to create and execute digital, social media, and content marketing strategies. The primary reason: a lack of understanding of the business case or value.
These strategies utilize platforms that many within these industries perceive to be for socializing, sharing photos, and connecting with friends (e.g., Twitter and Facebook), and they turn the sales process on its head. Content marketing strategies are fundamentally different from traditional strategies employed by businesses to attract new customers, foster relationships with current customers, and grow their bottom line. Because of this, companies do not recognize how these strategies can positively impact their bottom line and therefore decide to steer clear — they feel engaging is too risky.
The reality is that not participating is risky. Like it or not, things have changed. The internet and social networks are where customers are. Content is how you can establish your company as a thought leader within the industry, and how you can attract and retain customers. If you want to grow your business you need to participate.
Looking at the manufacturing, supply chain, logistics, transportation, distribution and freight industries, there are a few companies that have emerged as leaders — companies that exemplify the business value of creating and executing digital, social media, and content marketing strategies. Cerasis, a freight logistics company, is one of them.
How Cerasis acquired 98 customers through content marketing
Cerasis was founded in 1997. For 15 years the company utilized traditional sales and marketing strategies: placing ads in industry print publications, and relying heavily on referrals. This strategy worked. The company acquired new customers, retained current customers, and realized positive growth.
There is a saying: “If it ain’t broke don’t fix it.” Cerasis ignored these words of wisdom.
In the fall of 2012, Cerasis launched a digital, social media, and content marketing strategy. The results have been impressive. For example, visits to the company website have increased by close to 670 percent, and search visits have increased by close to 2,190 percent. The company boasts an impressive number of Twitter followers, Facebook fans, and LinkedIn followers.
The business value of the strategy? Cerasis has acquired 98 customers. For the freight logistics industry, one customer can generate significant revenue; 98 new customers has a positive impact on the company’s bottom line.
Cerasis will be guest blogging for Fronetics for the next three weeks. The three-part series will begin with an overview of the company’s strategy and will discuss the results the company has realized through the execution of the strategy. The next two articles focus on how to create and execute a strategy.
When looking for best practices, Cerasis is a clear example. For companies within the manufacturing, supply chain, logistics, transportation, distribution and freight industries these articles are a great opportunity to learn why (and how) your company should create and execute a digital, social media, and content marketing strategy.
Download the case study to learn more about how Cerasis’ content marketing strategy helped the company acquire new business and increase sales.

Related posts:
